

") |
菲尔坦®PA330工业级碳钢清洗剂(高效型)点击次数:
发布时间:2019-01-05 16:50:52 |
|---|
菲尔坦®环保碳钢清洗剂PA330 - 全新工业级清洗产品,主要用于替代盐酸,硫酸,磷酸等危险无机酸对碳钢件进行除锈去氧化皮,此产品无毒,无腐蚀性,无氢脆,无酸雾产生,Vocs达标,可以规模化应用于酸洗前处理。可清洗所有金属材料,对后续工艺(防锈、电泳,喷塑,烤漆等)无任何不良影响。不产生氢脆,无需高温烘烤和特殊清洗,不发生过蚀,即使较长时间浸泡在清洗剂中也几乎无失重现象,保护了钢材原有的机械性能和加工性能。
优势特点
• 非腐蚀性剥离方式快速有效去除金属氧化皮、铁锈。
• 不产生酸雾,符合VOC标准,不含危险空气污染物(HAPs),处置时也不属于RCRA危险废物。
• 不腐蚀金属,无氢脆现象。
• 极高的安全性,不腐蚀皮肤,对人体无伤害。
• 液体可以重度循环使用,成本可控。
• 可以通过标准废水处理方法处理漂洗废液。
使用方法
• 预清洗:对于表面有油脂污垢和金属碎屑等残留物需要进行表面预清洁,去除油脂和悬浮碎屑。
• 工件置入装有除锈剂的清洗槽中完全浸没停留一定时间去除金属表面氧化皮。
• 最佳工作温度:55摄氏度。
• 浸泡停留时间:2分钟至25分钟(55摄氏度约1-3分钟,常温约5-15分钟,根据氧化皮厚度决定)
• 除锈后立即进入漂洗中和陶化(磷化)后续工艺避免返锈,或采用菲尔坦PA341金属保护剂替代磷化陶化皮膜等工艺。
常规流程
脱脂
#1 | 漂洗
#2 | 漂洗
#3 | 酸洗 除锈 PA330 #4 | 漂洗 纯水
#5 | 漂洗 纯水
#6 | 金属保护剂
#7 | 水洗 甩干
#8 | 干燥 60-100℃
#9 | 涂装
#10 |
#1脱脂槽:按5~10%浓度配置清洗剂,常温或最佳温度42摄氏度浸泡工件,约2~5分钟
#2-3 漂洗槽:清洗掉脱脂剂残留,避免串槽影响酸洗槽环保酸的酸值
#4酸洗槽:按1:1比例兑水(建议纯水),常温或最佳温度65度以上,浸泡约2~15分钟
#5-6 漂洗槽:建议纯水清洗
#7金属保护剂:按1:3比例兑水,时间:30秒-30分钟(根据不同材料而定),常温浸泡
#8-9干燥:风干,烘干均可按照干燥清水方式操作即可,过一次水洗目的是洗掉表面保护剂残留确保表面一致性整洁,甩干为不留水印
#10 涂装:可以采用传统电镀电泳喷漆,但是我们仍然推荐采用环保漆,喷粉等涂装材料
使用建议
• 建议采用蒸汽加热,蒸汽盘管采用四氟防腐材料。
• 定期对除锈槽少量补充除锈剂原液,保证工作效率。
• 除锈槽后边的漂洗槽有条件可采用超声波。
典型特征
外观 | 无色透明或淡黄色液体 |
物理状态 | 液体 |
闪点 | 不可燃 |
沸点 | > 100摄氏度 |
冰点 | -5摄氏度 |
相对蒸发速率(乙酸丁酯=1): | > 1 |
PH值 | < 2 |
相对密度 | > 1 |
水溶性 | 100% |
气味 | 未添加气味 |
典型用途
• 此除锈清洁剂,可完全取代盐酸。用于金属表面和零件除锈去氧化皮。
• 其他用途见标签。
适用范围
• 适用于广泛的行业,包括航空,石油,天然气,电力,采矿,制造,汽车,运输和工程。
安全须知
• 如果有溅水或喷溅可能,须使用防护眼镜。
• 皮肤敏感的人应该戴防护手套。
注意事项
• 环保除锈剂使用温度为 5℃以上,温度越高除锈速度越快,但温度过高蒸发损耗也加大。因此,最佳使用温度为 55~60℃;也可以采取除锈池覆盖等措施减少蒸发损耗。
• 定期清理除锈池底部的残渣,当除锈池底部残渣达到一定厚度或每天使用前,用潜水泵配合过滤网过滤出残渣,有效保证除锈效果。
排放要求
• 环保除锈剂本身无毒无污染不会对水资源造成任何破坏,不会加重 COD 指标,按照一般废水处理方法处置,滤出物质可作为普废处置。
包装规格
PART# | 规格 | 包装 | 重量 | 外观尺寸 | 商品条码 |
30公斤 | 1 | 30公斤 | N/A | ||
1吨 | 1 | 1吨 | N/A |
运输和存储
• 按一般化学品运输和存储。

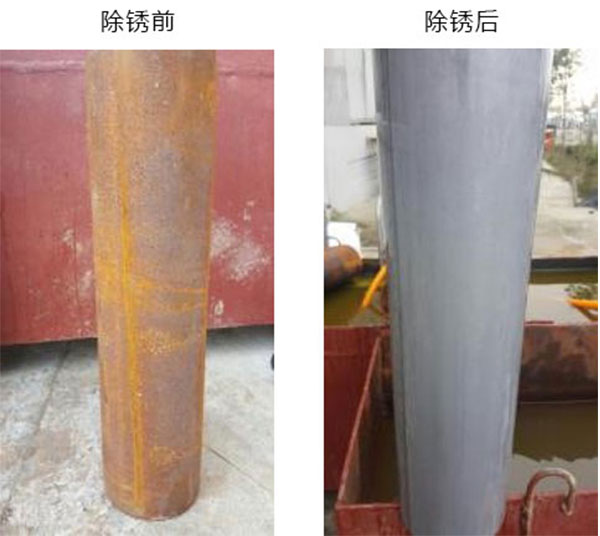
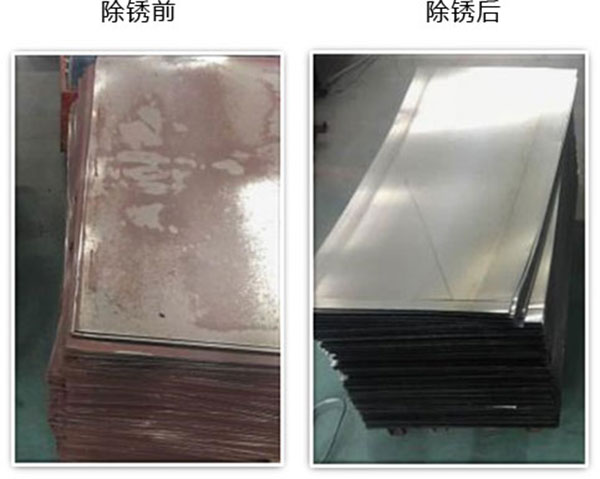
碳钢清洗剂使用效果



膏体应用效果剂



访问手机版

微信公众号






 除锈去氧化皮
除锈去氧化皮